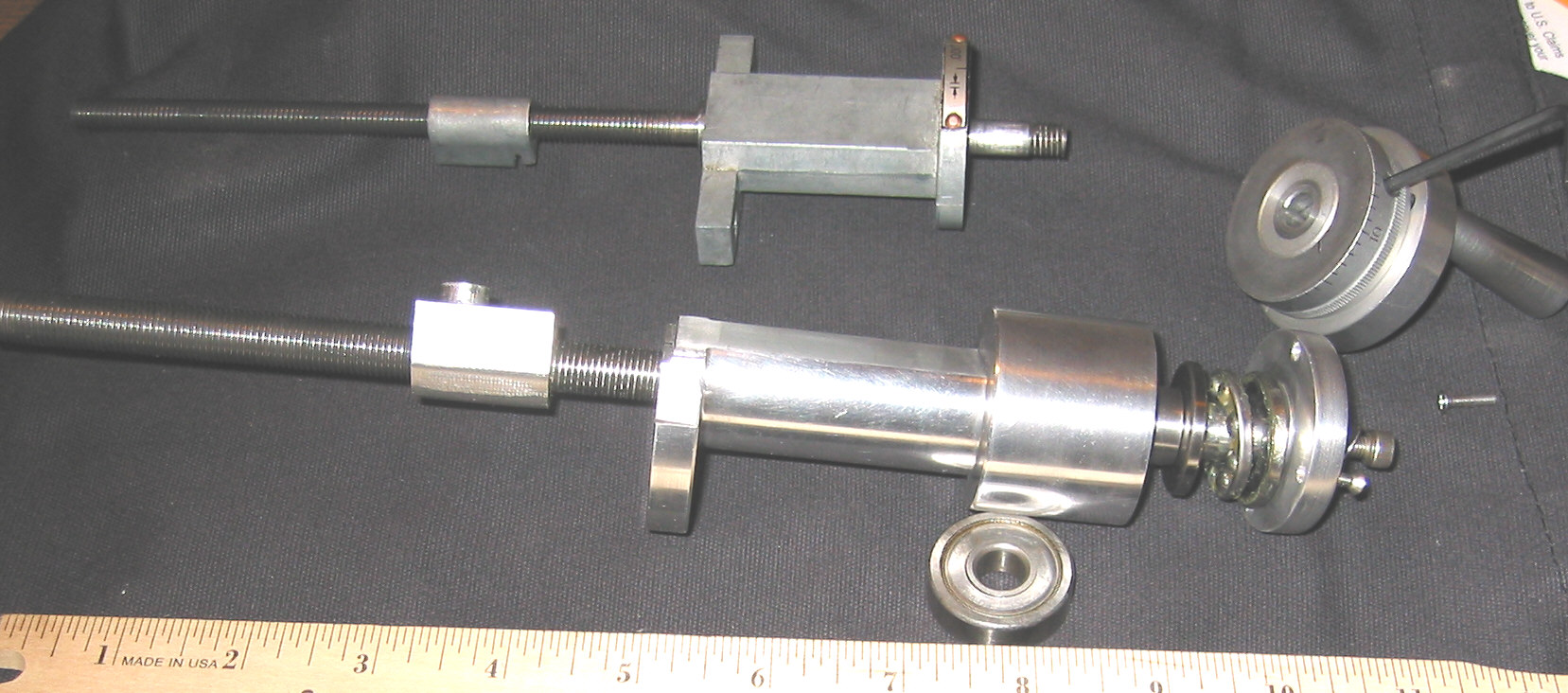
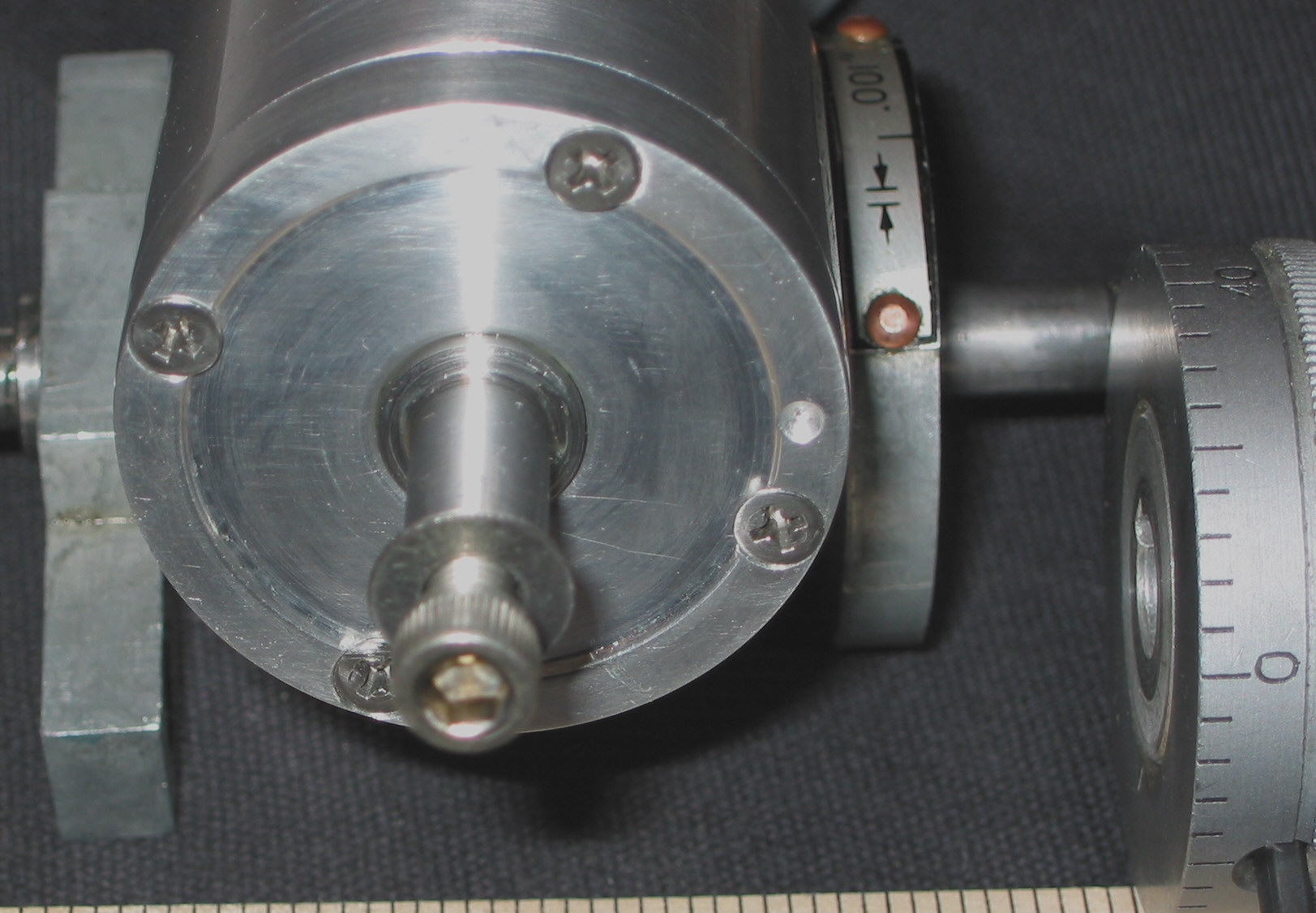
Both changes follows Steve Bedair's modification only with an added thrust bearing and a few other minor things, click here to see Steve's construction details. Thanks Steve, for your web site.
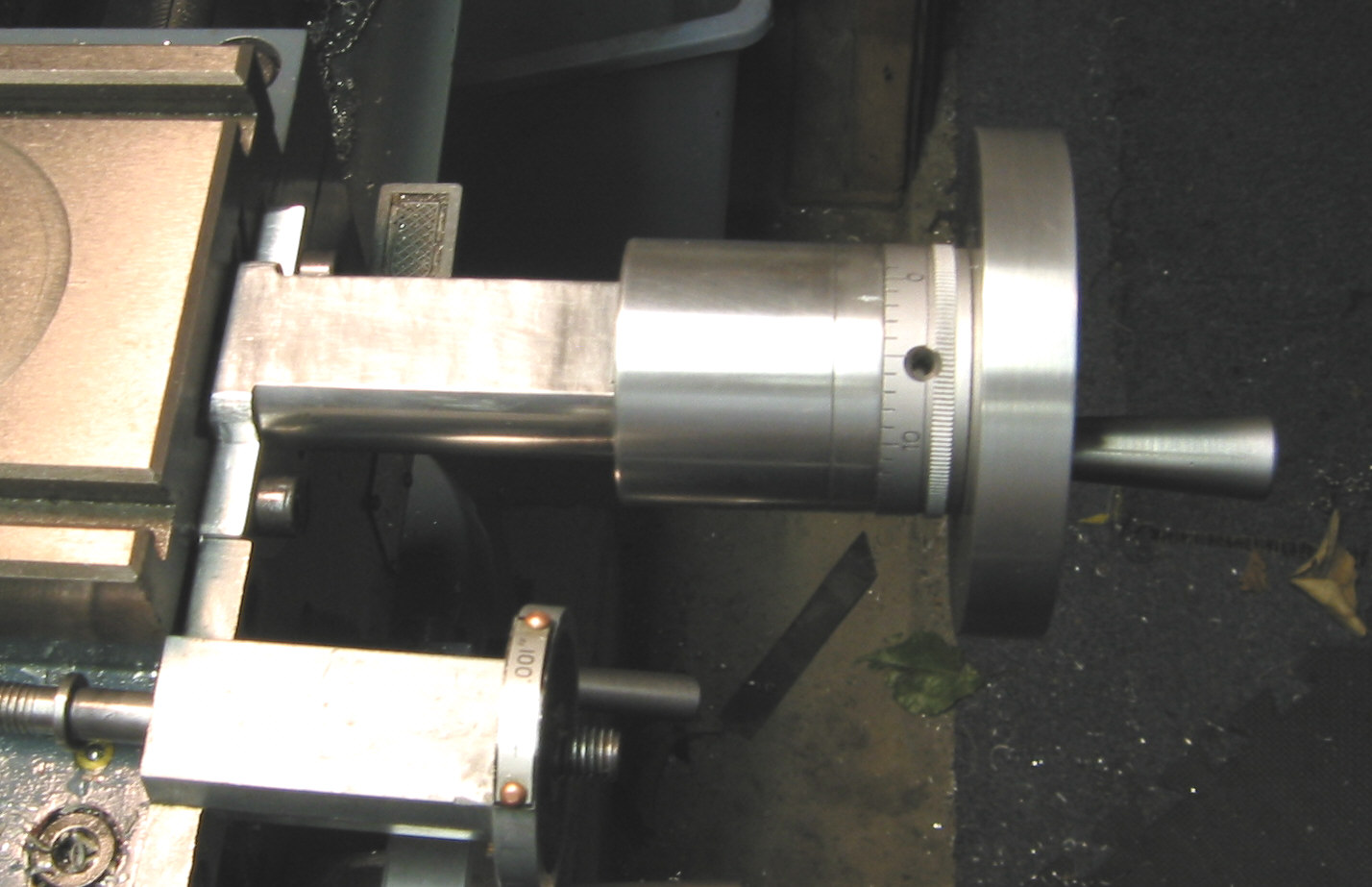
This modification adds a new dimension in the use of the crossfeed. Smooth, effortless and a real feel of control. Smaller backlash ... was .030" to .040", now .005" to .010" and even better after an adjustment. I can now actually see and feel a change of .0005" in either direction. Well worth the time and effort.